Demiryolu hatlarının işletme güvenliği ve performansı, raylar arasındaki bağlantıların dayanıklılığı ve düzgünlüğü ile doğrudan ilişkilidir. Yüksek hızlı tren hatlarında ve ağır yük taşıyan güzergahlarda kesintisiz ray teknolojisi (Continuous Welded Rail - CWR) standart hale gelmiştir. Bu standardı sağlamak için rayların birbirine yüksek dayanımla birleştirilmesi gerekir. Bu amaçla kullanılan yöntemlerden biri de ark kaynağıdır. Özellikle fabrika ortamında ve bazı özel saha uygulamalarında elektrik ark kaynağı, güçlü ve kontrollü bir kaynak yöntemi olarak tercih edilmektedir.
Ark kaynağı, temel olarak bir elektrot ve iş parçası (burada ray ucu) arasında oluşturulan elektrik arkı yardımıyla, metali ergiterek birleşme sağlayan bir kaynak türüdür. Isı kaynağı olarak elektrik arkının kullanılması, yüksek sıcaklıklara ulaşılmasını ve bölgesel erimenin sağlanmasını mümkün kılar. Demiryolu raylarının ark kaynağıyla birleştirilmesi genellikle iki ana yöntemle yapılır:
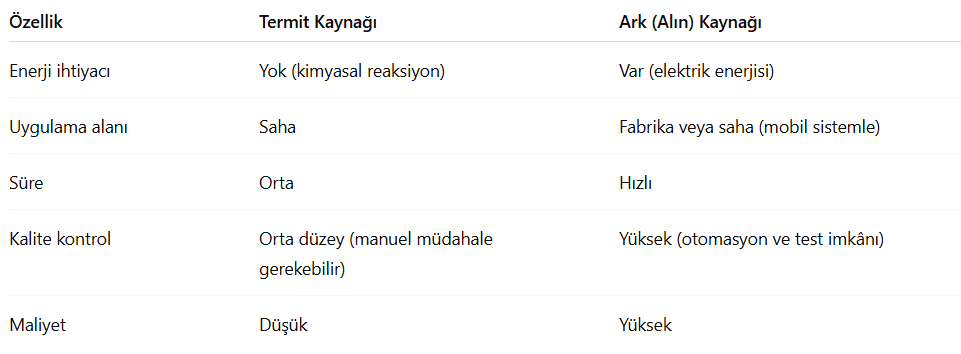
Termit ve Ark Kaynağının Karşılaştırılması (MEGEP, 2011)
Ark kaynaklarında kalite kontrol; kaynak sonrası ultrasonik test (UT), manyetik parçacık testi (MT) ve gözle muayene ile gerçekleştirilir. Ayrıca ray profiline uygunluk taşlama işlemi sonrası özel profil şablonları ile değerlendirilir. Kaynakların iç yapı kusurları, modern sistemlerde gerçek zamanlı olarak izlenebilir.
Elektrik ark kaynağı, demiryolu raylarının birleştirilmesinde yüksek dayanım, hassasiyet ve tekrarlanabilirlik sağlayan bir teknolojidir.
Özellikle fabrika montajı ya da mobil alın kaynak makineleriyle yapılan uygulamalarda, hem verimlilik hem de kalite açısından üstündür. Termit kaynağına göre daha kontrollü ve test edilebilir sonuçlar vermesi nedeniyle, yeni yüksek hızlı hat projelerinde yaygın olarak tercih edilmektedir. Türkiye’de de TCDD bünyesinde alın kaynak teknolojileri kullanılmakta, personel eğitimleriyle bu uygulamalar desteklenmektedir.
Arslan, Elvan. 2019. “Alüminotermit Ray Kaynağı (Termit Kaynağı).” Elvan Arslan Net, 17 Temmuz 2019. Erişim tarihi: 25 Mayıs 2025. https://elvanarslannet.wordpress.com/2019/07/17/alimunotermit-ray-kaynagi-termit-kaynagi/.
İcik, Sinan. 2018. Demiryolu Makineleri. Scribd. Erişim tarihi: 25 Mayıs 2025. https://www.scribd.com/document/406046510/Demiryolu-Makineleri.
İstanbul Teknik Üniversitesi. 2020. Alüminotermit Kaynağı. POLEN Dijital Arşiv. Erişim tarihi: 25 Mayıs 2025. https://polen.itu.edu.tr/items/83547205-b53c-4452-b390-1f648e94daec.
Mesleki Yeterlilik Kurumu. 2022. Demiryolu Yol Yapım, Bakım ve Onarım Makinesi Operatörü Seviye 4. Ankara: MYK. Erişim tarihi: 25 Mayıs 2025. https://www.myk.gov.tr/images/articles/editor/220512/DEMRYOLU_YOL_YAPIM_BAKIM_VE_ONARIM_MAKNES_OPERATR_seviye_4.pdf.
T.C. Millî Eğitim Bakanlığı. 2011. Makine ile Yol Tamiratına Hazırlık. Ankara: MEGEP. Erişim tarihi: 25 Mayıs 2025. https://megep.meb.gov.tr/mte_program_modul/moduller_pdf/Makine%20Ile%20Yol%20Tamirat%C4%B1na%20Haz%C4%B1rl%C4%B1k.pdf.
T.C. Millî Eğitim Bakanlığı. 2020. Yerli Kaynak Teknikleri Dersi: Termit Kaynağı. İstanbul: Şişli Mesleki ve Teknik Anadolu Lisesi. Erişim tarihi: 25 Mayıs 2025. https://sislimem.meb.k12.tr/meb_iys_dosyalar/34/20/758019/dosyalar/2020_06/01024134_Yleri_Kaynak_Teknikleri_Dersi__Termit_KaynaYY.pdf.
[1]
MEB, 2020; İTÜ POLEN, 2020.
Henüz Tartışma Girilmemiştir
"Demiryolu Ark Kaynağı" maddesi için tartışma başlatın
Ark Kaynağının Prensibi ve Demiryolundaki Yeri
Ark Kaynağı Uygulama Süreci (Flash-Butt Kaynağı Örneği)
1. Hazırlık
2. Ön Isıtma ve Ark Oluşumu
3. Yüzeylerin Erimesi ve Presleme
4. Taşlama ve Son İşlem
Ark Kaynağının Avantaj ve Sınırlılık
Avantajları
Sınırlılıkları
Kalite Kontrol ve Denetim Süreçleri
Bu madde yapay zeka desteği ile üretilmiştir.





