This article was automatically translated from the original Turkish version.
Dual-Phase Steels (Generated by Artificial Intelligence)
Related Field(s) | Steel Industry Microstructure Science Metallurgy and Materials Engineering Metallurgy Science | ||||||||
|---|---|---|---|---|---|---|---|---|---|
In modern metallurgy, achieving a combination of high strength and formability is a key objective. In this context, dual-phase steels are advanced steels that contain two distinct microstructural phases, offering a superior combination of high strength and adequate ductility. Since the late 1970s, the use of dual-phase steels has become widespread in the automotive industry, driven by the goal of producing lighter yet safer vehicles. Their high strength-to-weight ratio has made this material popular in industry due to its potential to reduce vehicle weight, lower fuel consumption, and enhance energy absorption during collisions.

Schematic Microstructure of Dual-Phase Steel (Generated by Artificial Intelligence)
Dual-phase steels, as their name implies, are a group of steels whose microstructure consists of two primary phases. Their microstructure is composed of hard martensite phases dispersed as islands within a soft and ductile ferrite matrix. They are typically produced from low-carbon (%0.06–0.15 C) unalloyed or low-alloyed steels, with approximately 15–20% martensite present in the microstructure. The ferrite phase imparts formability and toughness to the material, while the martensite phase provides high tensile strength. The term “dual-phase” derives from this two-phase structure. The overall behavior of dual-phase steels depends on microstructural characteristics such as the volume fraction, distribution, and grain size of the martensite phase. For instance, as the martensite content increases, strength rises but ductility decreases slightly. Therefore, microstructures containing approximately one-fifth (15–20%) martensite generally provide the optimal balance. Additionally, the chemical composition and hardness of the martensite are important. Low-carbon martensite is tougher than high-carbon martensite and is preferred in dual-phase steels. Ultimately, the appropriate proportion and fine-grained combination of ferrite and martensite phases confer a balanced combination of high strength and ductility to these steels.

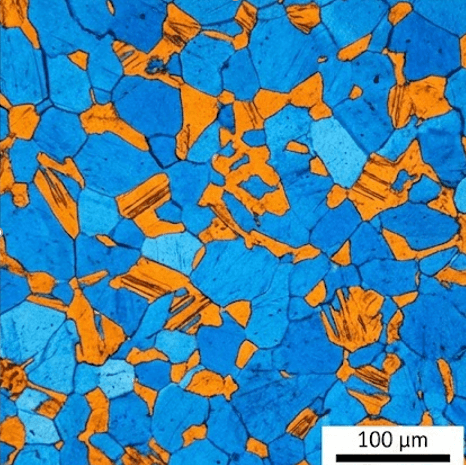
Microstructure of Dual-Phase Steel (Generated by Artificial Intelligence)
The specialized heat treatment applied in the production of dual-phase steels is critical to achieving the desired two-phase microstructure. Typically, low-carbon steel material is heated to the intercritical temperature range, known in the iron-carbon equilibrium diagram as the ferrite + austenite two-phase region. At this intercritical annealing temperature, part of the material exists as ferrite and part as austenite. The material is then rapidly cooled (quenched) from this temperature, causing the austenite phase formed at high temperature to transform into hard martensite through rapid cooling, resulting in a dual-phase ferrite + martensite microstructure. The cooling rate during this process is crucial. For example, if cooling is too slow, a significant portion of the austenite may transform back to ferrite, or if it is not fast enough, the remaining austenite may transform into undesirable phases such as pearlite or bainite. To achieve the desired martensite fraction, a controlled rapid cooling rate above a critical threshold is generally applied. In industrial production of steel sheets, this thermal cycle is carried out continuously using continuous annealing furnaces and controlled rolling methods. Cold-rolled sheets are continuously annealed and then cooled in a controlled manner to form the dual-phase structure, while hot-rolled products achieve a similar microstructure through controlled rapid cooling immediately after the final rolling stand. In some production processes, a tempering heat treatment is applied after rapid cooling of unalloyed dual-phase steels to enhance ductility. Tempering reduces the excessive brittleness of the martensite phase and relieves residual stresses trapped within the ferrite matrix.
A unique effect generated by the heat treatment mechanism in dual-phase steels is the volume expansion that occurs during the martensitic transformation. The transformation from austenite to martensite involves a volume increase of approximately 2–4%, and this abrupt expansion imposes plastic deformation on the surrounding ferrite phase. As a result, high densities of dislocations (crystal defects) and residual internal stresses develop in the regions of ferrite grains near the martensite interfaces. In other words, the material acquires a deformation history at the microstructural level, as if it had been cold-worked internally. This microstructural feature is one of the key factors that differentiate the mechanical behavior of dual-phase steels from that of conventional steels.
One of the most distinctive mechanical properties of dual-phase steels is their unique yielding behavior. Due to the high density of dislocations left behind by the transformation of martensite within the ferrite matrix, these steels do not exhibit a distinct yield point (discontinuous yielding) in their stress-strain curve. Instead, the material undergoes a smooth transition from elastic to plastic deformation, exhibiting continuous yielding. This characteristic is advantageous in sheet forming processes, as it prevents the formation of Lüders bands on the surface and ensures homogeneous plastic deformation. Dual-phase steels have a low initial yield stress (elastic limit) but a high tensile strength. Typically, the ratio of yield strength to tensile strength is approximately 0.5, meaning the yield strength is about half the tensile strength. Thanks to this low yield-to-tensile ratio and the ferrite-martensite dual structure, the strain hardening rate during the initial stage of plastic deformation is very high. Once the yield stress is exceeded, the material rapidly strain hardens under stress, increasing its strength. This increases the amount of uniform elongation during tensile deformation, resulting in high uniform elongation values. Indeed, compared to conventional ferrite-pearlite steels with equivalent tensile strength, dual-phase steels exhibit higher ductility (elongation). For example, within a specific yield strength class, a dual-phase sheet steel may have a higher ultimate tensile strength and a lower yield ratio than a similar-strength microalloyed steel. This combination allows components requiring high strength to undergo greater shape changes without cracking.

Appearance of Lüders Bands (Generated by Artificial Intelligence)
The influence of microstructural components on mechanical behavior is also significant. The martensite phase is the primary contributor to the strength of dual-phase steel. As the martensite volume fraction increases, both yield and tensile strengths increase, but total elongation decreases slightly. Therefore, the martensite content can be adjusted according to the intended application to optimize the strength-ductility balance. Typically, microstructures containing approximately 15–20% martensite provide both high strength and good ductility for everyday applications. Additionally, the size of the martensite islands is important. Very fine and homogeneously distributed martensite maximizes ductility, whereas coarse martensite islands can reduce it. The grain size and purity of the ferrite phase (including precipitates and carbon content) also affect the yield strength. As the ferrite grain size decreases, strength increases Hall-Petch relationship. Thanks to these multifaceted microstructure-mechanical property relationships, the structure of dual-phase steels can be precisely controlled to achieve desired properties.
Dual-phase steels are also successful in terms of fatigue resistance. The combined action of the ferrite and martensite phases, particularly in low-carbon dual-phase steels, provides resistance to fatigue crack propagation. Moreover, these steels tend to absorb more energy under high-strain-rate loading such as impact. As deformation rate increases, they exhibit greater toughness and can effectively dampen impact energy. This property offers a significant advantage in terms of passenger safety during vehicle collisions.
The unique properties of dual-phase steels provide significant advantages across many application areas. Their high strength-to-weight ratio enables the use of thinner sections while maintaining the same level of strength, which is particularly valuable in vehicles for reducing weight and improving fuel efficiency. Their formability is superior to that of other high-strength steels with comparable strength levels—continuous yielding and high strain hardening capacity facilitate the formation of complex-shaped components without cracking. Due to their continuous yielding behavior, no Lüders bands form on the sheet surface, allowing high-quality surface finishes to be achieved. Additionally, the paint-bake hardening capability of dual-phase steels enhances component strength after painting, improving service performance. Due to the presence of the ferrite phase in their internal structure, these steels also exhibit good weldability compared to many other advanced high-strength steels. They can be joined using common automotive assembly methods such as resistance spot welding under appropriate parameters. Furthermore, their two-phase microstructure provides balanced performance in terms of fatigue and wear resistance. The robustness of the martensite phase slows crack propagation under cyclic loading, while the ductility of the ferrite phase contributes to energy absorption during sudden impacts and collisions. This high energy absorption capacity is the primary reason dual-phase steels are preferred in applications requiring crash safety.

Use of Dual-Phase Steels in the Automotive Industry (Generated by Artificial Intelligence)
Davut, Kemal, Caner Şimşir, and Barış Çetin. “Strain Hardening Behavior Characterization of Dual Phase Steels.” *Hitit Journal of Science and Engineering* 5, no. 4 (2018): 301–306. https://doi.org/10.17350/HJSE19030000107
Ferguson, Lynn, Zhichao Li, Justin Sims, and Tianyu Yu. “Vacuum Carburizing Steel Alloys Containing Strong Carbide Formers.” Heat Treat 2017: Proceedings of the 29th ASM Heat Treating Society Conference, Columbus, OH, October 2017. https://doi.org/10.31399/asm.cp.ht2017p0560
Sarwar, M., R. Priestner, and E. Ahmad. “Influence of Martensite Volume Fraction on Fatigue Limit of a Dual-Phase Steel.” *Journal of Materials Engineering and Performance* 11 (2002): 274–277. https://link.springer.com/article/10.1361/105994902770344060
Dual-Phase Steels (Generated by Artificial Intelligence)
Related Field(s) | Steel Industry Microstructure Science Metallurgy and Materials Engineering Metallurgy Science | ||||||||
|---|---|---|---|---|---|---|---|---|---|
Definition and Microstructure of Dual-Phase Steels
Production Method and Thermal Treatment Mechanism
Mechanical Properties and Behavior
Advantages and Application Areas